




08/02/2022
Consejos y estrategias de ranurado interior

Los voladizos largos y la evacuación deficiente de la viruta son dos de los aspectos más problemáticos del ranurado interior. Los voladizos largos pueden ocasionar problemas tanto de desviación como de vibraciones. Las vibraciones y una evacuación deficiente de la viruta pueden provocar roturas de la plaquita. Las dificultades de evacuación de la viruta también pueden hacer que el acabado superficial sea deficiente. El proceso de ranurado frontal interior más habitual es ranurado radial, aunque también se puede emplear ranurado múltiple y torneado en plunge (zona A y B respectivamente de la ilustración).

Consejos de aplicación de ranurado interior
- Un caudal alto de refrigerante de precisión mejora el control y la evacuación de la viruta.
- Una barra más pequeña mejora la evacuación de la viruta, pero reduce la estabilidad.
- Para evitar la vibración, el reglaje debe tener el voladizo más corto posible con la geometría de corte más ligera.
- Las vibraciones pueden evitarse aplicando varios cortes con una plaquita más estrecha. Termine con una operación de acabado (ver la ilustración, zona A).
- También es posible mecanizar una ranura interna con una sola inserción seguida de torneado en plunge (zona B). Empiece por la base y mecanice desde atrás hacia la parte frontal del agujero para obtener la mejor evacuación de la viruta.
- Utilice valores más pequeños de ancho de plaquita y de radio de punta para reducir la fuerza de corte.
- Para un mecanizado preciso con menos vibraciones y una altura correcta, utilice una solución de sujeción diseñada para ello, como los manguitos EasyFixTM.
Con voladizos de 5−7 x D, utilice barras antivibratorias de metal duro reforzado
L = 5−7xD

Con voladizos de 3−6 x D, utilice barras antivibratorias o barras de metal duro
L = 3−6xD

Con voladizos inferiores a 3 x D, utilice barras de acero
L ≤ 3xD

Estrategias de ranurado interior
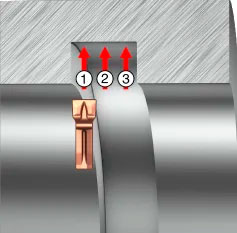
Desbaste con avance radial
Empiece siempre lo más cerca posible del fondo del agujero (1) y trabaje hacia fuera para dejar espacio para las virutas. Utilice el avance recomendado. Los cortes siguientes (2 y 3) deben ser de 0.5–0.8 × el ancho de la plaquita. Dado que en este punto la fuerza de corte será menor, puede incrementar el avance entre un 30% y un 50%.
Desbastar con torneado lateral
El torneado lateral ofrece un mayor control y rotura de la viruta. Empiece lo más cerca posible del fondo del agujero y mecanice hacia fuera, hacia la entrada. No avance desde ni contra la escuadra, deje escalones de 0.2 mm (0.008 pulg.) entre las pasadas.
El torneado lateral es un proceso más estable que cortar con avance radial, generará menores fuerzas radiales que provocan vibraciones. Tenga en cuenta que el torneado lateral es menos productivo que el mecanizado radial debido a la menor profundidad de corte (ap).

Desbastar con recorrido de la herramienta no lineal
El recorrido de la herramienta no lineal proporciona un buen control de virutas y vida útil. El desgaste de la plaquita se reparte a lo largo de gran parte del filo. La geometría -RM es perfecta para los recorridos de herramienta no lineales. El torneado no lineal es útil cuando el fondo de la característica tiene radios grandes.

Acabado
En acabado, siempre es difícil conseguir un buen control de la viruta, en especial, en el mecanizado de biseles. Es importante separar el material que se tiene que eliminar mediante tres cortes.
- Realice el primer corte cerca del radio de punta, lo más cerca posible al fondo del agujero.
- Inicie el segundo corte lo más cerca posible al fondo de la ranura y mecanice hacia el radio de punta en el diámetro interior.
- El tercer corte acaba la pared de la ranura más cercana a la entrada del agujero y el radio de punta.

Refrigerante interior
Use herramientas de ranurado interior con suministro de refrigerante interior incluso si la presión máxima de refrigerante de su máquina es baja. El refrigerante mejora la evacuación de la viruta y reduce el riesgo de atasco de la viruta en la ranura, en especial, si las ranuras están muy adentradas en el agujero. Para mejorar la evacuación de la viruta, use la presión de refrigerante más grande posible.

Si deseas mayor información sobre las herramientas adecuadas para el ranurado interior, escríbenos a ventas@coroimport.com o a nuestro WhatsApp para que uno de nuestros ingenieros de aplicación pueda ayudarte.
Fuente: Sandvik Coromant
Publicaciones Adicionales
Hitachi, la elección preferida de las empresas

Hitachi: calidad y fiabilidad

Tendencias en el retail: IA

Coro es Hitachi

Aspectos clave al elegir una codificadora
